


 氣動鉚釘槍 丨 快速鉚釘(dìng)槍
氣動鉚釘槍 丨 快速鉚釘(dìng)槍 氣(qì)動鉚螺母槍
氣(qì)動鉚螺母槍 鉚螺母 丨快速鉚釘(dìng)
鉚螺母 丨快速鉚釘(dìng) 防鬆墊圈 | 彈簧墊圈
防鬆墊圈 | 彈簧墊圈1. 鉚釘鍍前處理分(fèn)類
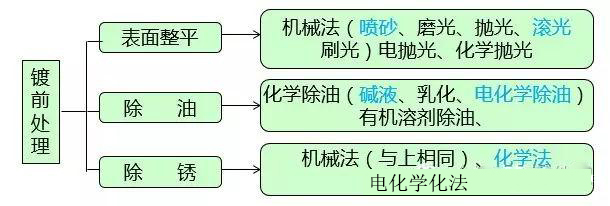
電化學除油:也叫電解(jiě)除油,將(jiāng)零件置於陰極或陽極上,通以直流電在電流的作用下,使油與溶液界麵的表麵張力大大的(de)降(jiàng)低,並且(qiě)產生的氧氣對表麵的附著物具(jù)有強(qiáng)烈的撕裂作用(yòng)。
電化學除油按工件性(xìng)分陰極法與陽極法(fǎ),還有陰陽極聯合法,陰極法除油(yóu)效果效率比陽(yáng)極法高,基體不受腐蝕,但容易滲氫,適用於鋁鋅錫鉛銅等(děng)有色金屬及合金件除油,陽極除油效率比陰極低,對有(yǒu)色金屬腐蝕(shí)大,適用於高碳鋼、彈性材料零件。
化學(xué)除鏽:化學除鏽多采用酸性溶液,因而又叫酸洗,又稱為侵蝕,分強侵蝕,弱侵蝕(shí)(活化)
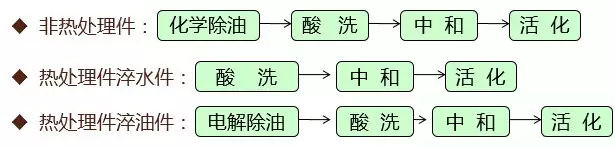
2. 鉚釘鍍前處理流程
3. 鉚釘鍍鋅工藝簡(jiǎn)介
氯化鉀鍍鋅的工藝特點:
氯化(huà)鉀鍍鋅對零件材料的適鍍性(xìng)鉸廣,電流(liú)效率高,很適宜於 鉚釘的滾鍍(dù)生產。另外,氯化鉀鍍(dù)鋅可允許較寬的電流密度,並且鍍液穩定,不含絡合物,廢水處理簡單。因此大(dà)部廠家都采用氯(lǜ)化鉀鍍鋅工藝。
4. 操(cāo)作要點
1)零件的裝載(zǎi)量及電流的控製
產品的大小、長短各異,而且相差較大,為了便於(yú)操作,適應工藝要求,特別規定了產品裝載量:各種規格產(chǎn)品都(dōu)以上圓為(wéi)30厘米,下圓為25厘米,高25厘米的錐形水桶,裝滿4桶(tǒng)為一個電鍍槽(即(jí)3個滾桶)的(de)裝載量。再根據此量計算得出各種零件的(de)總表麵積,然後(hòu)乘以工藝(yì)要求的(de)電流密度,確定零件鍍鋅的電流範圍,各規格(gé)產品的電流控製詳見附表(biǎo),以供參考。
參考附件:標準件鍍鋅電流對照表

2)鍍層厚度與電鍍時間的(de)控製
· 在(zài)產品的裝載量和電流大小(xiǎo)都控(kòng)製在一定值時,鍍層厚度隻取決於電鍍時間的長短。時間越長鍍層厚度越厚。鍍層厚度要求與時間的控(kòng)製如下表:
鍍層厚度(μm) |
電鍍時(shí)間(分鍾) |
5 |
60-80 |
5-7 |
80-100 |
7-9 |
90-120 |
9-12 |
120-140 |
12-15 |
140-150 |
15-18 |
150-170 |
3)光亮劑的添加
為了獲得光亮的鍍層,在每班要加入光亮劑和柔軟劑(jì)。添加時以(yǐ)5-10倍的(de)水(shuǐ)稀(xī)釋加入。光亮劑加入太(tài)少會得不到光(guāng)亮(liàng)、理想的(de)鍍層;如果加入過多,就會引起鍍(dù)層發脆、疏鬆,甚至因光亮過量而析出有(yǒu)機雜物(wù),夾附於(yú)鍍層,導致鍍層起泡、脫皮。光亮劑添加量與(yǔ)通電時間、電流大小(xiǎo)成正比(bǐ),以消耗量60-120ml/KAh的範圍內適量添加。每班以4小時計:加柔軟劑200ml,光亮劑1000ml。
5. 鍍液的維(wéi)護
a) 氯化鉀鍍液較穩定,槽(cáo)液(yè)成份單(dān)班生產(chǎn)時每周化驗一次,兩班生產時(shí)三(sān)天分析一次,根據分析結果作必(bì)要的補充。並作好(hǎo)鍍液工藝檢查記錄。
b) 每班測(cè)量一(yī)次鍍液的PH值,PH上升可(kě)用稀鹽酸調整至5-6,並檢查鋅板消耗情況,並及時補充。
c) 每天下(xià)班前都要吸撈槽(cáo)底(dǐ)的金屬物(wù),防止(zhǐ)金屬溶於溶液影響其性能和鍍層的質(zhì)量。
d) 定期(qī)進行大處(chù)理,一般規定為1-2個月處理一次(cì),並作好(hǎo)鍍液工藝檢查(chá)記(jì)錄。
6. 鍍(鋅)後工藝簡介
零件在(zài)酸(suān)洗、陰極電解除油及電鍍(dù)過程中都有(yǒu)可能在鍍層和基體金屬的晶格中滲氫,造成晶格扭曲,內應力增大,產生脆性稱為氫脆。
· 除氫處理
為了消除氫脆,一般(bān)采用鍍後熱(rè)處理,使氫逸出。溫度(dù)越高時間越長,除氫越徹底(dǐ),但超過250℃鋅結晶(jīng)組織將變形,發脆,耐蝕性明顯下降。實(shí)踐溫度(dù):200±10 ℃,不同標準件產品除氫工藝見下(xià)表:
零件名(míng)稱 |
最短時間(jiān)h |
10.9級產品 |
4 |
12.9級產品 |
6 |
硬度HV400-500彈性墊(diàn)圈 |
8 |
硬度HV500-600彈(dàn)性墊圈 |
12 |
自攻釘 |
2 |
自攻鎖緊螺釘(dìng) |
6 |
*注意:鍍後四小內進行,爐溫(wēn)均(jun1)勻一致
· 鈍化處理
a. 鋅的化性質活潑,在空(kōng)氣中(zhōng)很容易氧化變暗,生成“白鏽”腐蝕。鍍鋅後經鉻酸鹽處(chù)理(lǐ),可以在(zài)鋅層上生成一層(céng)化學轉化膜,使活潑的(de)金屬鋅處於鈍(dùn)態,這層厚度小於0.5UM的鉻酸薄膜,能使鍍鋅層(céng)的(de)耐腐蝕能力提高6-8陪。並賦予(yǔ)美麗(lì)的裝飾外觀和抗汙染能力。
b. 鈍化液深度分三種:高中低,為滿足(zú)不(bú)同客戶的要求,鈍花色澤分為蘭白、五彩、黑色、軍綠色、金黃(huáng)色、三價蘭白和三(sān)價五彩等。
· 鉻酸純化鹽(yán)三要素
鈍(dùn)化配方雖然很多,但任何有實用價值的(de)配方必須包(bāo)括主鹽、活化劑和(hé)一定(dìng)的氫(qīng)離子濃度。
· 注意事項
(1)鍍層質量要求細致、光澤較好。因低濃度鈍化液無化(huà)學拋光能力,故(gù)必須保持鋅鍍層的質(zhì)量一致。
(2)鈍化溫度以15℃~35℃最好。溫度(dù)低,成膜慢,色淡膜薄;溫度高,膜厚而疏鬆,附著不牢。自動線(xiàn)生產最好控製在25℃左右,以確保(bǎo)在一定時間內獲得同(tóng)一色彩。
· 鈍化(huà)時間
依主鹽濃度、pH值、活化劑(jì)濃度和溫度而定。自動線(xiàn)尤其要保持上述因素在規(guī)範範圍內。在其他條件(jiàn)相同時,夏季鈍化時間相應(yīng)縮短;冬季則(zé)適當延長。
(1)鈍化時零件與鈍(dùn)化液要相對運動,有利於溶(róng)液(yè)的對流擴散,防止零件(jiàn)粘疊,使膜層均勻(yún)一致。自動線上鈍化一定要用壓縮空氣劇烈攪拌。
(2)清洗(xǐ)一定要徹底,熱水的溫度應不超過50℃,否則易掉膜。
(3)彩色鈍化(huà)一定要經烘烤老(lǎo)化,以提高(gāo)膜層的附著力(lì)和耐蝕性能。但老化溫度不得超過65℃。溫度高時膜(mó)層脫水開裂,耐蝕性明(míng)顯降(jiàng)低。采用(yòng)紅外線幹燥時除注意溫(wēn)度外,老化時間也不得(dé)超過15min,否則耐蝕性也下降。





